
- DONGUAN YIZE MOULD CO,.LTD
- Основные продукты: Шаблон для точных соединителей , Точный медицинский штамп , Точный штамп из тефлона , Точный пластиковый штамп
Главная > Новости компании > Improve the connector mould process: a case study
-
 Alisa chen
Добро пожаловать в мой магазин. Я рад вам обслуживать. Не стесняйтесь задавать мне любые вопросы.
Alisa chen
Добро пожаловать в мой магазин. Я рад вам обслуживать. Не стесняйтесь задавать мне любые вопросы.
Ваше сообщение превысило лимит.
Новости компании
Connector Mould process Requirements are as follows:
1. Pursue the mirror discharge matte effect while maintaining the size
2. Customizable lettering
3. No burrs, lack of material, shrinkage, cracks, scorch, strain, chromatic aberration, and other defects for Connector Moulding
4. Pay attention that this material is easy to cloak, pay attention to the roughness of the parting surface (fine grinding)
5. The product cavity accuracy is controlled within ±0.005

How to solve problems
1. Unsaturated mold, with burrs;
2. Serious deformation / inconsistent size of hole cloak;
3. Dip the front mold;
4. The appearance is inconsistent;

Reason
1. Connector Mould process Poor exhaust;
How to do?
①Increase exhaust gas;

②After the assembly of all sizes is OK, make the pattern uniformly; similar products need to improve the position of the glue feeding method

2. The glue feeding method is unreasonable, and there are certain reasons for the material and machine adjustment;
How to do?
①Improve the glue position, feed glue at two wall thickness positions, increase the thimble,
② Bottom hole inserts increase the draft angle
③Increase the mold temperature
④Re-select materials
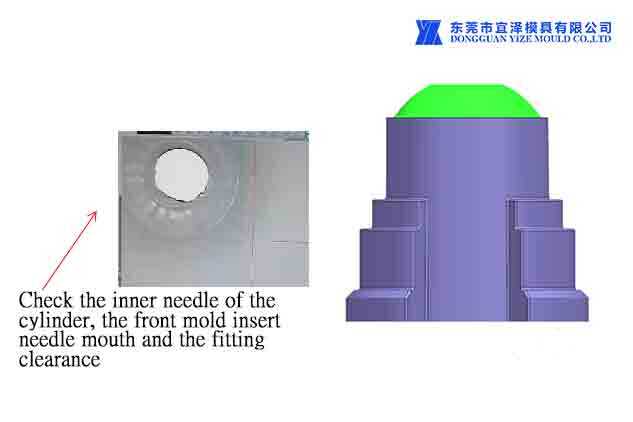
3. The glue position of the needle is long, and there is no draft angle;
How to do?
①Connector Mould process the back of the ejector pad is 0.13mm
②The inner needle and the back needle of the cylinder are adjusted and replaced at the same time
③Precise positioning Front and rear die exchange and installation
Connector Mould manufacturers to have to complete sometimes has to work in parallel with the customer, and must review with the customer within the mold maker.
Improvements, modifications and selections made at the beginning of the project will most likely affect the end result, including part cost.
https://www.yizemould.com/newsdetail-888.html
eriomoldwfuiq
-
 Китайский производитель по изготовлению индивидуальных металлических порошковых металлургических деталей: внутренняя шестерня
Китайский производитель по изготовлению индивидуальных металлических порошковых металлургических деталей: внутренняя шестерня
-
Аксессуары для волновой пайки ERSA, высококачественные копии сопел для селективной волновой пайки, стандартные размеры есть в наличии
-
Индивидуальная форма для металлических компонентов с горячим штампованием
-
Легкая индивидуально изготовленная китайская штамповая форма для автозапчастей
-
Запчасти для штамповки по заказу OEM
-
Фабрика штамповых пресс-форм с 18-летней историей. Прогрессивные штампы. Инструменты для штамповки автодеталей.
-
Модель автомобиля
-
Высококачественная индивидуально изготовленная штамповая форма для металлических деталей автомобилей с горячим тиснением
-
Заказная дешевая оснастка для штамповки листового металла
-
Фабрика с сертификатом ISO9001. Бесплатный 3D-дизайн
-
Литейные штампы по индивидуальному заказу для автомобильных компонентов
-
Гибка и штамповка металла. Детали из металла по заказу OEM для автомобилей
-
Пластиковая ПП-мембрана
-
ЧПУ-обработка
-
ЧПУ-обработка
-
Машины для производства шестигранных и пятигранных труб
-
Производитель машины для роллирования стальных треугольных труб
-
Сварочная металлоизделия
-
Высоко точные спеченные порошковые металлические компоненты
-
Поставщики деталей порошковой металлургических пресс-форм по технологии OEM. Зубчатые колеса наружной передачи с прямым зубом
-
Машина для профилирования труб толстостенной
-
Многотипная машина для валковой штамповки квадратных труб из стали
-
Машина для роллирования труб из тяжелой нефти. Прямоугольная труба диаметром 6 мм.
-
Авто полуоси обработка методом закатки, вал распредвала, штанга погружного насоса, шток клапана и другие нестандартные форжённые детали обработка
